
Como soldar MIG
MIG tem sido o processo de soldagem mais popular por décadas, tanto para soldadores profissionais quanto para amadores. É rápido, forte, versátil e bastante fácil para a maioria das pessoas aprenderem. Por ser um processo tăo bom, há um fluxo constante de recém-chegados determinados a aprender. Neste artigo, abordaremos o básico - e será uma boa atualizaçăo para aqueles que já tęm alguma experięncia em soldagem.
Vamos começar com uma definiçăo: MIG significa soldagem Metal Inert Gas. Na indústria, é chamado Gas Metal Arc Welding (GMAW)/(Soldagem a arco de metal a gás) - mas o termo soldagem MIG é muito mais comum, entăo o usaremos aqui.
Configurando seu equipamento
A soldagem MIG usa uma fonte de alimentaçăo que fornece tensăo constante, mais comumente o Eletrodo de Corrente Contínua Positivo (DCEP). A fonte de alimentaçăo usa transformadores e retificadores para modular a tensăo da linha, o que estabiliza o arco e fornece boas partidas de arco - além de incorporar circuitos para proteçăo contra sobrecarga. Um grampo-obra conecta o material que está sendo soldado ŕ fonte de alimentaçăo, completando o circuito. Há um carretel de fio, geralmente alojado dentro da caixa da fonte de alimentaçăo, junto com um mecanismo de acionamento para alimentar o fio através do cabo, em direçăo ŕ tocha.
A tocha é o ?fim do negócio? de uma máquina MIG. A tocha possui um gatilho que controla várias funçőes simultaneamente. Puxar o gatilho energiza eletricamente o fio de solda e inicia o acionamento do motor, alimentando o fio automaticamente ŕ medida que vocę solda. A soldagem MIG requer que a solda seja protegida da atmosfera. Isso geralmente é feito direcionando o gás de proteçăo sobre a área de solda - e o fluxo de gás também é controlado pelo gatilho da tocha. Um fio fluxado é usado para algumas aplicaçőes de soldagem MIG, sozinho ou com proteçăo de gás.

A maioria da soldagem MIG é feita com uma proteçăo de gás ? as misturas de dióxido de carbono e argônio/CO2 săo as mais comuns. O cilindro de gás tem um regulador ou medidor de vazăo para definir o fluxo de gás. Existem muitas variáveis ??aqui. A regulagem do gás de soldagem geralmente se dá em funçăo do nível de energia que é empregado na soldagem. O engenheiro exemplifica: ?Na soldagem com arame de bitola 1,2mm, empregado na soldagem de chapas de médias a altas espessuras, a faixa de vazăo de gás de soldagem gira em torno de 16 l/min até 20 l/min. Entretanto, existem outros fatores em que essa variaçăo de vazăo pode também ser afetada, como o posicionamento da junta, o tipo de junta o ou acesso ŕ base da junta?. Depois de desenvolver alguma habilidade com a tocha, vocę pode experimentar otimizar a quantidade de gás usada.

Antes de fazer uma solda, há duas configuraçőes essenciais que devem ser feitas no soldador: a tensăo e a velocidade de alimentaçăo do arame. Quase todo soldador MIG tem um gráfico, geralmente dentro da tampa de acesso articulada, que fornece as configuraçőes sugeridas. Estes baseiam-se no tipo e espessura do material e no diâmetro do fio de enchimento utilizado. Esses valores săo usados ??para ajustar as configuraçőes na face da máquina.

Práticas recomendadas para soldagem MIG
O material precisa estar limpo para obter uma boa solda, e qualquer graxa ou óleo deve ser removido antes de usar abrasivos. A soldagem MIG é mais tolerante a contaminantes menores da superfície do que a soldagem TIG, mas quanto mais limpo o metal, menos problemas vocę terá. Os melhores soldadores săo bastante exigentes com a preparaçăo da superfície, e a limpeza do metal base é um bom hábito. Costuma-se usar discos de lixar ou um abrasivo năo tecido para limpar ferrugem, tinta ou escamas do metal.

Configurar a máquina e preparar o material é a parte mais fácil. A maneira como vocę segura e move a tocha é a chave que governa a qualidade e a aparęncia de suas soldas. Sempre que possível, é melhor usar uma empunhadura com as duas măos na tocha e apoiar suas măos, pulsos, antebraços ou cotovelos de uma forma que permita que vocę mova a arma suavemente, mantendo o controle preciso. A posiçăo da tocha e a distância ao trabalho săo cruciais.
Quanto mais longe a tocha estiver do trabalho, mais longe o fio terá que se estender para encontrar o metal que está sendo soldado. O comprimento do fio entre a tocha e o metal base é chamado de stickout (destaque) e tem um grande efeito na qualidade da solda. Stickout normal é geralmente em torno de 1 centímetro. Se vocę permitir que a tocha se afaste mais do metal, aumenta o stickout, o que coloca menos calor no metal e pode diminuir a cobertura do escudo de gás.
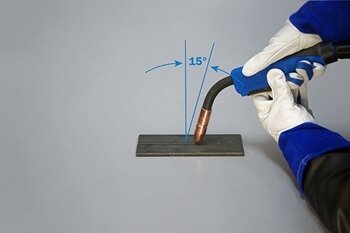
Eu normalmente empurro a poça quando soldo. Como sou destro, isso significa que o movimento da tocha é para a minha esquerda. Na maioria dos casos, a tocha deve ser ligeiramente inclinada na direçăo do movimento. Isso é chamado de ângulo de deslocamento, e 15 graus é um bom ponto de partida.
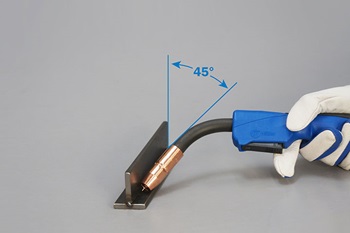
Olhando para a tocha do final de uma costura, o ângulo dela é chamado de ângulo de trabalho.
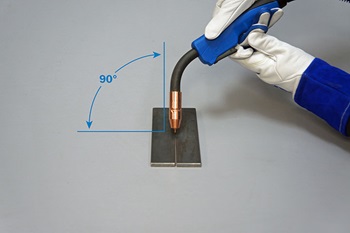
Para uma solda de ângulo de 90 graus, a tocha é normalmente mantida em 45 graus, embora isso possa precisar ser modificado para metais finos. Se uma solda de filete estiver configurada como um T invertido (como na foto abaixo), a porçăo horizontal pode dissipar o calor em ambos os lados da solda. O elemento vertical termina na solda, entăo năo consegue dissipar tanto calor; isso ŕs vezes causa queimadura. Inclinar a tocha ligeiramente para longe do elemento vertical ajudará em situaçőes como essa.
A velocidade com que vocę move a tocha também é muito importante. Ir muito devagar cria um cordăo grande demais e ir muito rápido pode diminuir a penetraçăo. Alguns soldadores mantęm a tocha firme ŕ medida que avançam ao longo da junta, mas há uma variedade de técnicas para tecer ou oscilar a tocha que podem ser benéficas. Năo há regras rígidas aqui e eu encorajo vocę a experimentar mudanças sutis na maneira como vocę move a pistola, prestando muita atençăo em como cada mudança afeta a solda. Vocę pode aprender muito conversando e observando outros soldadores experientes.
Entăo, como vocę julga a qualidade de uma solda? Idealmente, o cordăo de solda deve ser levemente coroado, com os dedos ou bordas do cordăo fluindo bem no metal base. Deve haver penetraçăo total, mas năo tanto que haja sangramento excessivo na parte de trás da articulaçăo. A largura e a altura do cordăo devem ser bastante consistentes de uma extremidade ŕ outra, e năo deve haver nenhuma cratera ou vazio no cordăo de solda. Muitas pessoas testam suas soldas práticas segurando uma peça soldada em um torno e dobrando a junta até que ela se quebre. Idealmente, o metal PRÓXIMO ŕ solda deve fraturar antes do cordăo de solda.

FAÇA UMA VISITA AO NOSSO CANAL DO YOUTUBE
CLIQUE AQUI PARA ASSISTIR NOSSOS VÍDEOS